
Kurzbeschreibung Projekt
Die Entsorgungswirtschaft Soest GmbH sammelt und verwertet am Standort des Kompostwerks Anröchte ca. 30.000 t/a Bioabfall. Das bestehende Kompostwerk wurde 2020 um eine Vergärung erweitert. Die Ausschreibung wurde von Hitachi Zosen INOVA AG für den Teil der Fermentation gewonnen. Finsterwalder Umwelttechnik wiederrum durfte die Pumptechnik zur Zirkulation und zur Übertragung des Gärprodukts aus dem Fermenter in die Kompostierung liefern und montieren. Die Pumpleistung beträgt regelbar zwischen 12 und 22m³/h bei 10bar Förderdruck.
Integrierte FINSTERWALDER Technologie
- 2x Schieberpumpe KS23 – DN250
- 1 x Hydraulikaggregat 2 x 15kW
- 1 x Steuerung
Dienstleistungen
- Lieferung
- Konstruktion
- Montage
- Inbetriebnahme
- Wartung
Verfahren der Abfallaufbereitung

Verfahren im Detail

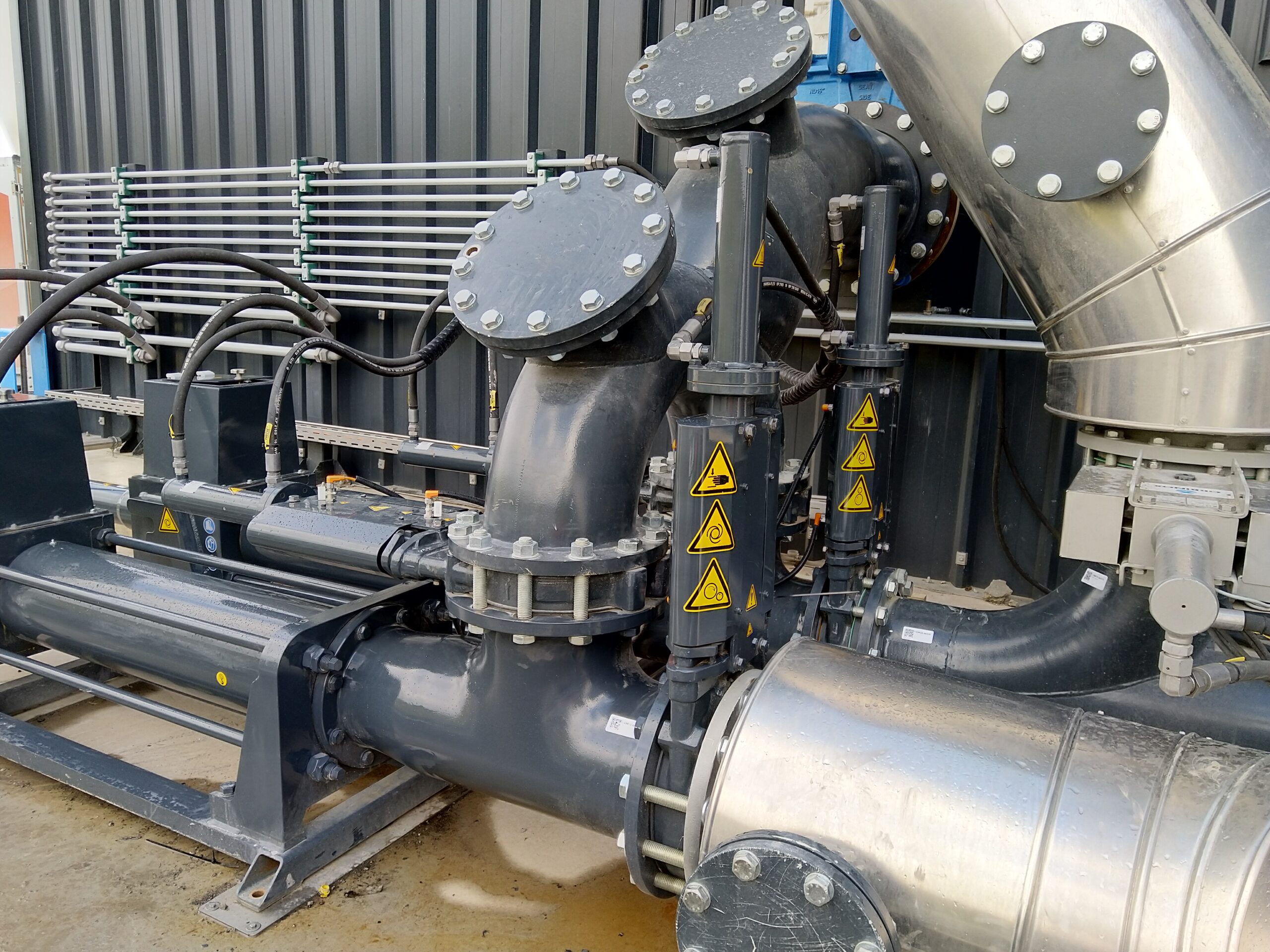
FINSTERWALDER SCHIEBERPUMPE KS23 DN250
Die zwei Schieberpumpen KS23 werden von einem DN400 Rohr über ein Y-Stück abwechselnd befüllt.
Eine Pumpe schiebt das Gärprodukt über eine DN250 Leitung zurück in den Fermenter. Beide Pumpen
werden gleichzeitig betrieben um das Gärprodukt kontinuierlich in den Kompostmischer zu überführen.
Die zwei Schieberpumpen KS23 werden von einem DN400 Rohr über ein Y-Stück abwechselnd befüllt.
Eine Pumpe schiebt das Gärprodukt über eine DN250 Leitung zurück in den Fermenter. Beide Pumpen
werden gleichzeitig betrieben um das Gärprodukt kontinuierlich in den Kompostmischer zu überführen.

HYDRAULIKAGGREGAT
Das speziell für dieses Projekt entwickelte Hydraulikaggregat treibt beide Pumpen an und kann zusätzlich
weitere Schieber auf der Anlage bedienen. Es hat einen 600L Öltank, eine WHG Ölwanne und besteht
aus drei Ölkreisen.
Das speziell für dieses Projekt entwickelte Hydraulikaggregat treibt beide Pumpen an und kann zusätzlich
weitere Schieber auf der Anlage bedienen. Es hat einen 600L Öltank, eine WHG Ölwanne und besteht
aus drei Ölkreisen.

SCHALTSCHRANK UND AUTOMATISIERUNG
Der Schaltschrank und die Automatisierung wurden für das Projekt angepasst. Ziel war es einen 24h Automatikbetrieb
und einen Fernzugriff zu gewährleisten. Zudem soll das Gärprodukt möglichst kontinuierlich in den
Kompostmischer geschickt werden. Dazu wurden Frequenzumrichter verbaut, die beide Pumpen abgestimmt
fördern lassen.
Der Schaltschrank und die Automatisierung wurden für das Projekt angepasst. Ziel war es einen 24h Automatikbetrieb
und einen Fernzugriff zu gewährleisten. Zudem soll das Gärprodukt möglichst kontinuierlich in den
Kompostmischer geschickt werden. Dazu wurden Frequenzumrichter verbaut, die beide Pumpen abgestimmt
fördern lassen.